Klipper: BLTouch Konfiguration auf dem Anycubic Mega S (Trigorilla Board 1.0)
Kurze Anleitung wie man einen BLTouch 3.1 auf einem Anycubic i3 Mega S mit einem Trigorilla Board 1.0 konfiguriert. Der BLTouch ist nach dieser Anleitung angeschlossen. (Zuvor war Marlin 2.0.X installiert). Je Nach X-Carriage koennen sich die X,Y-Offsets unterscheiden, waehlt hierbei die richtigen Offsets! Beim Start des Druckers sollte sich der BLTouch in Sekundentakt ausfahren, falls dies nicht passiert ist der BLTouch nicht richtig angeschlossen!
BLTouch-Pins ermitteln und konfigurieren
- Erweitern der
printer.cfgum denbltouchBlock.... [bltouch] sensor_pin: ^PXX control_pin: PXX ... - Um den BLTouch ansteuern zu koennen, muessen die richtigen Pins konfiguriert werden. Der Control-Pin steuert das ausfahren des Arms und ist demnach ein Servo-Pin. Der Sensor-Pin ist ein Limit-Switch, ist demnach auch invertiert und wird ausgeloest sobald der BLTouch ausgeloest wird. Die Arduino-Pinbelegung muss fuer Klipper auf die Port-Definition gemappt werden. Meine Konfiguration sieht wie folgt aus:
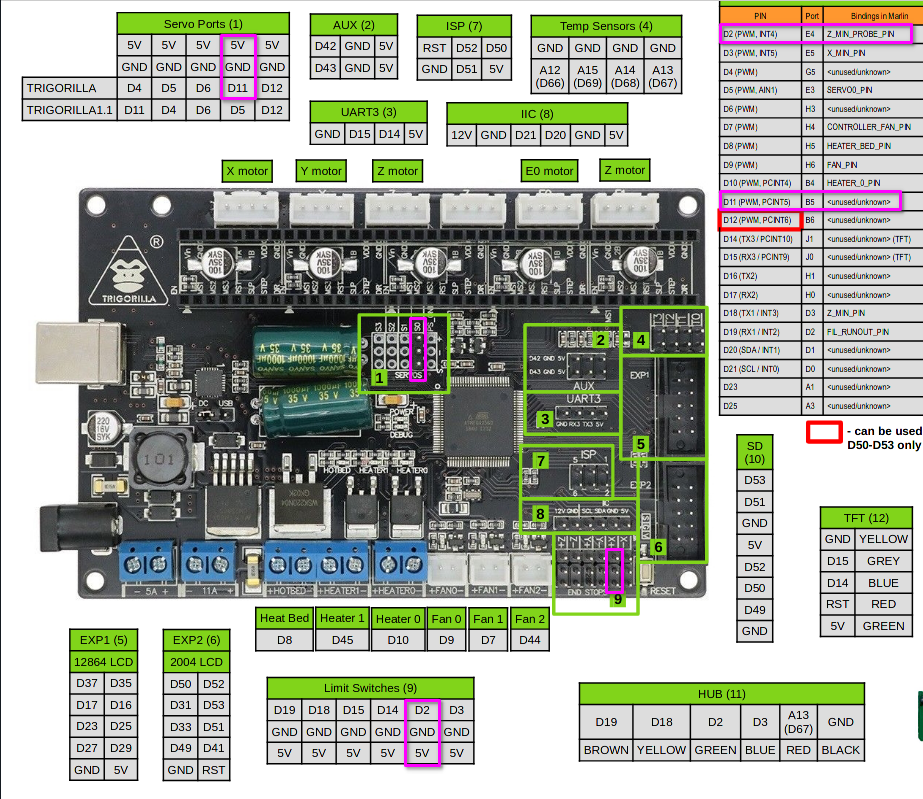 Der Servo-Pin des BLTouchs hat den Arduino Pin
Der Servo-Pin des BLTouchs hat den Arduino Pin D11, jener ist der PortB5=>control_pin: PB5(Pfuer Port). Der Sensor-Pin des BLTouchs ist an den Arduino PinD2angeschlossen, welcher der PortE4ist =>sensor_pin: ^PE4. Damit Klipper die Konfiguration des BLTouch Sensors annimmt, wird ein Z-Offset verlangt, dieses koennen wir erst einmal auf 0 stellen. In Summe ergibt das folgende Konfiguration:[bltouch] sensor_pin: ^PE4 control_pin: PB5 z_offset: 0 - Nach einem Neustart des Hosts in Octoprint (oder Mainsail oder Fluidd) sollte der BLTouch ansteuerbar sein. Um dies zu testen, kann der BLTouch mit dem Befehl
BLTOUCH_DEBUG COMMAND=pin_downausgefahren und mit dem BefehlBLTOUCH_DEBUG COMMAND=pin_upeingefahren werden. Sollte dies nicht funktionieren, ist der Servo-Pin nicht richtig. Um den Sensor des BLTouch zu testen, wird zunaechst der Pin ausgefahren. Danach wird der Touch-Mode mit dem BefehlBLTOUCH_DEBUG COMMAND=touch_modegestartet. Mit dem BefehlQUERY_PROBEkann der aktuelle Zustand des Sensors ausgelesen werden (Es sollteprobe: openausgeben). Nun kann man vorsichtig den BLTouch mit dem Fingernagel ausloesen. Danach sollte der Statusprobe: TRIGGEREDausgeben. Werden die Zustaende nicht korrekt erkannt, ist endweder der Sensor-Pin nicht richtig konfiguriert oder falsch angeschlossen. Abschliessend muss man den BLTouch mit dem BefehlBLTOUCH_DEBUG COMMAND=pin_upwieder einfahren.
X,Y-Offset konfigurieren
Auf meinem Anycubic i3 Mega befindet sich der MK4 X-Carriage. Dieser hat feste Werte fuer das X- und Y-Offset (X=+29, Y=-15). Fuer andere BLTouch-Halterungen muessen andere Werte gewaehlt werden. Die printer.cfg wird wie folgt angepasst:
[bltouch]
sensor_pin: ^PE4
control_pin: PB5
x_offset: 29
y_offset: -15
Z-Offset ermitteln & konfigurieren
Um das Z-Offset zu ermitteln bietet Klipper ein Kalibrierungs-Tool. Dieses Tool misst zunaechst den Z-Abstand vom BLTouch zum Druckbett. Anschliessend wird die Nozzle auf den Punkt des BLTouch navigiert und man muss die Duese auf das Druckbett bewegen. Die Differenz dieser beiden Z-Hoehen ist das Z-Offset des BLTouch.
- Mit
G28den Drucker X,Y,Z-Achsen homen. - Den BLTouch zur Mitte des Drucksbett bewegen (
G1 X76 Y120 Z10) - Kalibrierungs-Tool starten
PROBE_CALIBRATE. Hierbei sollte der BLTouch den Abstand zum Druckbett ermitteln und die Nozzle anschliessend zum vorherigen Punkt des BLTouch bewegt werden. - Mit dem Befehl
TESTZden Abstand der Nozzle zum Druckbett ermitteln. Hierbei kann mitTESTZ Z=-X.XXbspw.TESTZ Z=-0.01der Druckkopf bewegt werden. Der Abstand sollte wie beim normalen Bed-Leveling sein. Sobald der richtige Wert gefunden wurde, kann mit dem BefehlACCEPTder Z-Offset akzeptiert und anschliessend mitSAVE_CONFIGin derprinter.cfggespeichert werden.
Mesh-Erstellen
Damit ein automatisches Mesh-Bed-Leveling durchgefuehrt werden kann, benoetigt Klipper noch die Informationen wie das Mesh aussehen soll. Diese Informationen werden im bed_mesh-Block der printer.cfg konfiguriert. Die Konfiguration ist ziemlich selbsterklaerend (ansonsten guck hier):
[bed_mesh]
speed: 300
horizontal_move_z: 5
mesh_min: 29,2
mesh_max: 210,195
probe_count: 5,5
Auto-Bed-Leveling im Start-Code einfuegen
Um das Auto-Bed-Leveling vor jedem Druck durchgefuehrt werden soll, muss im Slicer-Programm ein Befehl nach dem Homing hinzugefuegt werden. In Marlin konnte dies einfach per G29 geschehen, Klipper kennt diesen G-Code jedoch nicht. Das Klipper Equivalent ist BED_MESH_CALIBRATE. Wenn du trotzdem G29 nutzen willst, kannst du in deiner printer.cfg ein G-Code Macro hinterlgen.
[gcode_macro G29]
gcode:
BED_MESH_CALIBRATE
Fertig.